Если переменная cycle_format в файле конфигурации имеет значение “fixed” [фиксированный формат], то все циклы обработки отверстий выводятся в следующем формате:
CYCLE / type, z, f, units, t, r, i
где:
type – тип цикла; допустимые значения:
DRILL [Сверление],
DEEP [Глубокое сверление],
BRKCHP [Слом стружки],
THRU [Многополосное сверление],
FACE [Торцевое сверление],
CSINK [Зенкование],
TAP [Нарезание резьбы метчиком],
BORE [Растачивание],
REAM [Развертывание],
OFF [Конец цикла].
z – глубина, на которую входит инструмент.
f – подача.
units – единицы измерения подачи цикла; допустимые значения:
IPM [Дюймы В Минуту],
IPR [Дюймы На Оборот],
MMPM [Миллиметры В Минуту],
MMPR [Миллиметры На Оборот]).
t – количество витков на дюйм (применяется только для цикла нарезания резьбы).
r – ускоренное движение на глубину r.
i – шаг в глубину (применяется только для цикла глубокого сверления).
Если переменная cycle_format имеет значение “couplet” [индивидуальный формат], действующее по умолчанию, то для каждого типа циклов используется свой оригинальный формат. Описание этих форматов приведено ниже.
| Цикл сверления STANDART. | |
| CYCLE / DRILL, DEPTH, a, IPM, b, CLEAR, c, RAPTO, d, RETURN, e | где: a – значение глубины, рассчитанное модулем Pro/NC. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. b – значение рабочей подачи, заданное параметром CUT_FEED. c – значение дистанции безопасности, заданное параметром CLEAR_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода (Retract Plane). |
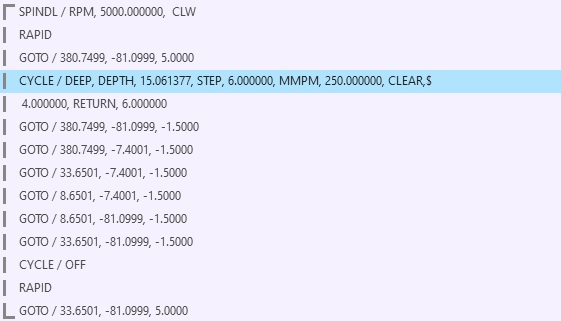
| Цикл глубокого сверления DEEP | |
| CYCLE / DEEP, DEPTH, a, STEP, b, IPM, c, CLEAR, d, RAPTO, e, RETURN, f | где: a – значение глубины, рассчитанное модулем Pro/NC. b – приращение по глубине для каждого прохода сверления, заданное параметром PECK_DEPTH. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. c – значение рабочей подачи, заданное параметром CUT_FEED. d – значение дистанции безопасности, заданное параметром CLEAR_DIST. e – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, e” является необязательным и может отсутствовать. f – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, f” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. |
| Цикл слома стружки BREAK CHIP. | |
| Он во многом похож на предыдущий, за одним исключением: не выполняется полный выход инструмента из отверстия после каждого шага в глубину (впрочем, режим полного выхода Вы также можете задать). CYCLE / BRKCHP, DEPTH, a, STEP, b, IPM, c, CLEAR, d, RAPTO, e, RETURN, f, DWELL | BACK | REV, g, TIMES, h | где: a – значение глубины, рассчитанное модулем Pro/NC. b – приращение по глубине для каждого прохода сверления, заданное параметром PECK_DEPTH. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. c – значение рабочей подачи, заданное параметром CUT_FEED. d – значение дистанции безопасности, заданное параметром CLEAR_DIST. e – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, e” является необязательным и может отсутствовать. f – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, f” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. h – обеспечивает полный выход инструмента из отверстия, как и в цикле глубокого сверления (h – это количество шагов-приращений, после выполнения которых инструмент полностью отводится из отверстия; рассчитывается как FULL_RETRACT_DEPTH / PECK_DEPTH). Три альтернативных модификатора DWELL, BACK и REV имеют следующее назначение: – Если задан параметр INTER_RET_HEIGHT [высота, на которую инструмент отводится для выполнения промежуточных ускоренных перемещений], то в цикле слома стружки появляется модификатор “BACK, g” (где g – значение параметра INTER_RET_HEIGHT). – Если значение параметра INTER_RET_HEIGHT отсутствует (т.е. указан символ тире ‘-‘) и в то же время задано ненулевое значение параметра DELAY [Выдержка на глубине], выводится один из двух модификаторов времени выдержки:или “DWELL, g“, если параметр DELAY_UNITS [Единицы измерения Выдержки] имеет значение SECONDS [Секунды];или “REV, g“, если параметр DELAY_UNITS имеет значение REVS [Обороты] (где g – значение выдержки). |
| Цикл многополосного сверления WEB | |
| Этот цикл предназначен для сверления отверстий через две или несколько полос материала (листов, плит и т.п.), находящихся на некотором расстоянии друг от друга. Инструмент сверлит плиту на подаче FEED_RATE, затем перемещается вдоль своей оси на ускоренной подаче RAPID к следующей плите. CYCLE / THRU, DEPTH, a1, a2, a3, …, IPM, b, CLEAR, c, RAPTO, d, RETURN, e | где: a1 – глубина сверления (толщина) первой плиты, рассчитанная модулем Pro/NC. a2 – глубина сверления (дистанция) до верхней части второй плиты, рассчитанная модулем Pro/NC. a3 – глубина сверления (толщина) второй плиты, рассчитанная модулем Pro/NC. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. b – значение рабочей подачи, заданное параметром CUT_FEED. c – значение дистанции безопасности, заданное параметром CLEAR_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. |
| Цикл торцевого сверления FACE. | |
| Он во многом похож на цикл стандартного сверления, за одним исключением: для торцевого сверления можно применять выдержку инструмента на глубине. CYCLE / FACE, DEPTH, a, IPM, b, CLEAR, c, RAPTO, d, RETURN, e, DWELL | REV, f | где: a – значение глубины, рассчитанное модулем Pro/NC. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. b – значение рабочей подачи, заданное параметром CUT_FEED. c – значение дистанции безопасности, заданное параметром CLEAR_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e – является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода (Retract Plane). f – значение времени выдержки, заданное параметром DELAY. Модификатор DWELL выводится, когда параметр DELAY_UNITS [Единицы измерения Выдержки] имеет значение SECONDS [Секунды]. Альтернативный вариант – модификатор REV – выводится, когда параметр DELAY_UNITS имеет значение REVS [Обороты]. |
| Цикл зенкования COUNTERSINK. | |
| Этот цикл обеспечивает нарезание фасок для винтов с потайной головкой. Для улучшения качества обрабатываемой поверхности можно применять выдержку инструмента на глубине. CYCLE / CSINK, DIAMET, a, TLANGL, b, IPM, c, CLEAR, d, RAPTO, e, RETURN, f, DWELL | REV, g | где: a – наружный диаметр фаски (т.е. диаметр зенковки Csink Diam). b – значение угла фаски (определяется параметром инструмента POINT_ANGLE). IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. c – значение рабочей подачи, заданное параметром CUT_FEED. d – значение дистанции безопасности, заданное параметром CLEAR_DIST. e – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, e” является необязательным и может отсутствовать. f – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, f” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. g – значение времени выдержки, заданное параметром DELAY. Модификатор DWELL выводится, когда параметр DELAY_UNITS [Единицы измерения Выдержки] имеет значение SECONDS [Секунды]. Альтернативный вариант – модификатор REV – выводится, когда параметр DELAY_UNITS имеет значение REVS [Обороты]. |
| Цикл нарезания резьбы TAP | |
| В Вашем распоряжении также две дополнительные опции: Fixed [Фиксированная подача] и Floating [Плавающая подача]. Первая из них обеспечивает режим, при котором подача определяется комбинацией значений шага резьбы и скорости вращения шпинделя; вторая позволяет модифицировать подачу с помощью параметра FLOAT_TAP_FACTOR. CYCLE / TAP, DEPTH, a, TPI | MMPR | IPR, b, CLEAR, c, RAPTO, d, RETURN, e | где: a – значение глубины, рассчитанное модулем Pro/NC. TPI | MMPR | IPR – текущие единицы измерения подачи нарезания резьбы (витки на дюйм, миллиметры на оборот или дюймы на оборот), установленные параметром THREAD_UNITS. b – значение подачи нарезания резьбы, заданное параметром THREAD_FEED. c – значение дистанции безопасности, заданное параметром CLEAR_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. |
| Цикл растачивания BORE | |
| Цикл растачивания позволяет получить высокую точность и качество боковой поверхности отверстия. Для достижения хороших результатов Вы можете применять выдержку инструмента на глубине, а также выполнять обратное растачивание асимметричным инструментом (который отводится в сторону от обработанных стенок и затем извлекается из отверстия). CYCLE / BORE, DEPTH, a, IPM, b, CLEAR, c1, c2, RAPTO, d, RETURN, e, ORIENT, f, DWELL | REV, g | где: a – значение глубины, рассчитанное модулем Pro/NC. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. b – значение рабочей подачи, заданное параметром CUT_FEED. c1 – значение дистанции безопасности, заданное параметром CLEAR_DIST. c2 – значение дистанции отвода асимметричного инструмента в сторону от стенок отверстия перед тем, как извлечь его из отверстия; эта дистанция задается необязательным параметром JOG_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. f – угол ориентации асимметричного инструмента перед тем, как отвести его в сторону от стенок отверстия и затем полностью извлечь из отверстия; это значение задается необязательным параметром ORIENT_ANGLE. g – значение времени выдержки, заданное параметром DELAY. Модификатор DWELL выводится, когда параметр DELAY_UNITS [Единицы измерения Выдержки] имеет значение SECONDS [Секунды]. Альтернативный вариант – модификатор REV – выводится, когда параметр DELAY_UNITS имеет значение REVS [Обороты]. |
| Цикл развертывания REAM. | |
| Это альтернативный способ создания высокоточного отверстия. Вращающаяся развертка, выходя из отверстия, обеспечивает хорошее качество поверхности. CYCLE / REAM, DEPTH, a, IPM, b, CLEAR, c, RAPTO, d, RETURN, e, DWELL | REV, f | где: a – значение глубины, рассчитанное модулем Pro/NC. IPM – текущие единицы измерения рабочей подачи, установленные параметром CUT_UNITS. b – значение рабочей подачи, заданное параметром CUT_FEED. c – значение дистанции безопасности, заданное параметром CLEAR_DIST. d – значение дистанции ускоренного продвижения, заданное параметром RAPTO_DIST; это перемещение измеряется от уровня CLEAR_DIST по направлению к контрольной точке цикла. Модификатор “RAPTO, d” является необязательным и может отсутствовать. e – значение дистанции выхода, заданное параметром PULLOUT_DIST; позволяет возвращать инструмент на уровень, отличный от CLEAR_DIST. Модификатор “RETURN, e” является необязательным и может отсутствовать. Если задано нулевое значение, то инструмент движется к плоскости отвода. f – значение времени выдержки, заданное параметром DELAY. Модификатор DWELL выводится, когда параметр DELAY_UNITS [Единицы измерения Выдержки] имеет значение SECONDS [Секунды]. Альтернативный вариант – модификатор REV – выводится, когда параметр DELAY_UNITS имеет значение REVS [Обороты]. |
Различные варианты задания круговой интерполяции в модуле Pro/NC определяются значением параметра CIRC_INTERPOLATION. Если задано значение POINTS_&_ARC [Точки и Дуги] или ARC_ONLY [Только Дуги], то для каждого перемещения по дуге или окружности система выводит следующие строки CLDATA:
GOTO / x, y, z
CIRCLE / x, y, z, i, j, k, r
GOTO / x, y, z
x, y, z
x, y, z
.
.
.
x, y, z
Оператор GOTO, предшествующий оператору CIRCLE, задает начальную точку дуги; следующие операторы GOTO задают точки на дуге, последний GOTO – конечную точку дуги. В режиме POINTS_&_ARC количество точек зависит от величины допуска (чем меньше допуск, тем больше точек). В режиме ARC_ONLY выводится минимальное количество точек, заданное параметром NUMBER_OF_ARC_PTS.
Замечание: Формат вышеприведенных операторов GOTO соответствует ситуации, когда ось инструмента параллельна оси Z системы координат станка; иначе в операторах GOTO появятся составляющие i,j,k вектора оси инструмента.
Оператор CIRCLE задает перемещение круговой интерполяции, где:
x, y, z – координаты центра;
i, j, k – единичный вектор нормали к плоскости круговой интерполяции;
r – радиус.
Плоскость и направление круговой интерполяции определяются по правилу “правой руки”:
| i | j | k | плоскость | направление |
| 0 | 0 | 1 | XY | против ч.с. |
| 0 | 0 | -1 | XY | по ч.с. |
| 0 | 1 | 0 | ZX | против ч.с. |
| 0 | -1 | 0 | ZX | по ч.с. |
| 1 | 0 | 0 | YZ | против ч.с. |
| -1 | 0 | 0 | YZ | по ч.с. |
Винтовая интерполяция применяется для резьбофрезерования. Выходные данные CLDATA содержат оператор CIRCLE с различными координатами Z в начальной и конечной точке. Разница в значениях Z определяется шагом резьбы и участком расстояния, пройденного по винтовой линии. В самом операторе CIRCLE указывается та же самая координата Z, что и для исходной точки [т.е. в предыдущем операторе GOTO]. Листинг CLDATA выглядит примерно так: …
FEDRAT / 12.000000, IPM
GOTO / 8.198000, 0.000000, -0.625000
FEDRAT / 8.000000, IPM
CIRCLE / 8.000000, 0.000000, -0.625000, $ $$ первая орбита
0.000000, 0.000000, 1.000000, 0.198000
GOTO / 8.198000, 0.000000, -0.583333
CIRCLE / 8.000000, 0.000000, -0.583333, $ $$ вторая орбита
0.000000, 0.000000, 1.000000, 0.198000
GOTO / 8.198000, 0.000000, -0.541667
FEDRAT / 12.000000, IPM
Для 4-координатной электроэрозионной обработки с использованием метода Head1/Head2 (задание верхнего и нижнего контуров, вдоль которых синхронно движутся два держателя проволоки) в выходных данных CLDATA появляются следующие операторы:
| Оператор | Описание |
|---|---|
| SET / UPPER, a, LOWER, b | Уровни Z верхнего и нижнего контуров (a и b – вещественные числа). |
| CLDIST / c | Дистанция, на которой верхний держатель проволоки находится над верхним контуром. |
| LOAD / WIRE, n | Загрузка проволоки “n” (n – целое число). |
| GENRTR / n | Установка мощности генератора для последующих перемещений. |
| SYNCTR / NEXT, n | Позиция, в которую два держателя должны прийти одновременно. В CLDATA каждого держателя появятся операторы для выравнивания. |
| SYNCTR / LOWER | UPPER | Начало вывода перемещений для нижнего или верхнего контура. |
| UNLOAD / WIRE | Выгрузка проволоки (означает, что в этой позиции проволока должна быть обрезана). |
| OPSTOP | Необязательный оператор останова (может добавляться автоматически). |
Сподобалась стаття?
Поділитись: